Dairy Concentrates
- Home
- Dairy Concentrates
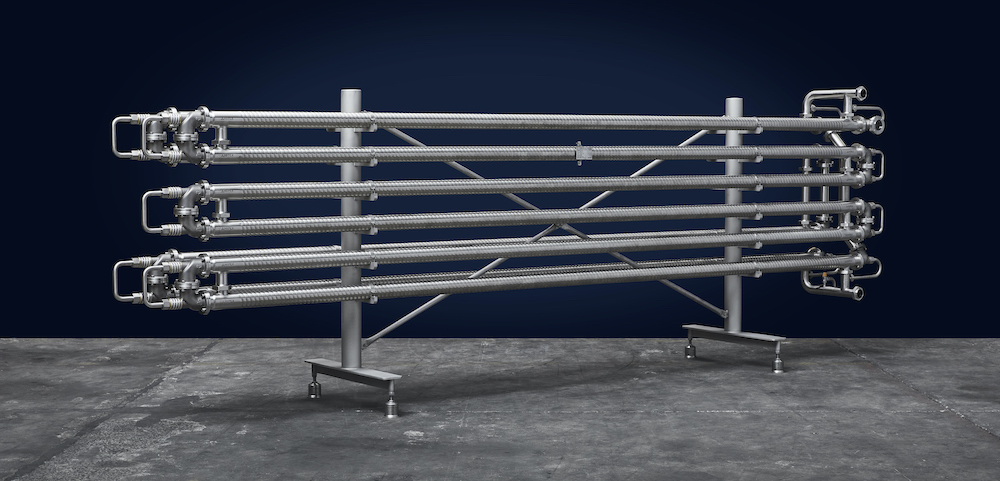
Hipex have specialised in dairy concentrate heaters and coolers for over 30 years and offer a variety of options designed specifically for this application. Dairy and protein concentrates have historically been a challenging product to manage due to propensity for fouling. Hipex have designed and manufactured numerous dairy heat exchangers with flowrates ranging from 100 to 50,000 l/h. Our concentrate-specific model range can be tailored to accommodate a wide range of consistencies and viscosities.
The majority of our installations will incorporate a variety of product types. The following are typical dairy concentrates that can generally all be processed through a single heat exchanger when required.
- Whole / Skim Milk Concentrate
- Whey Concentrate
- Sweet Whey Concentrate
- Pre-Crystallized Whey
- Infant Milk Formula
- Non-Dairy Creamer
Our extensive range of proprietary tube shapes and corrugation configurations enables us to select the optimal solution for any operating condition, including those with extremely high solid concentrations.
Even with very minor formulation changes, seasonal variations and product age, dairy concentrates can vary significantly in thickness and consistency. We are aware of the difficulties that these variations can present in the processing of dairy concentrates and take all these factors into account during the design process.
With decades of experience specialising in concentrate heating and cooling, Hipex have developed an in-depth understanding of fluids’ sheer thinning / thickening behaviour and we use this to our advantage.
For particularly unique or completely new product types, we offer a full-service in-house R&D testing facility where we can get to know your product, conduct real-world testing, and design to your product’s exact specifications.
CONTACT US to discuss your heating or cooling requirements for dairy concentrates.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}