Delivery & Install
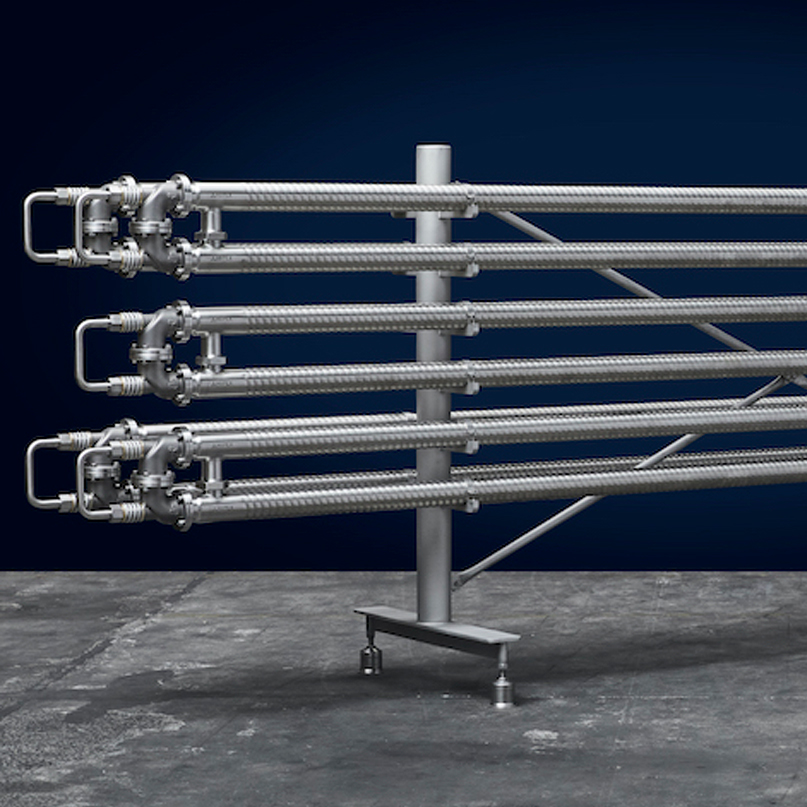
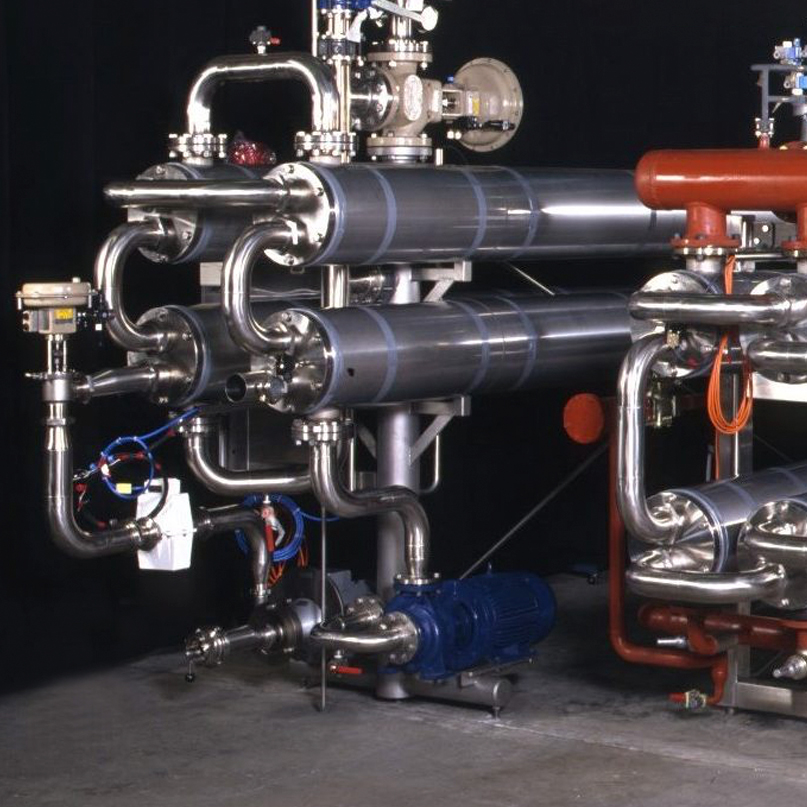
Upon completion, Hipex deliver and install equipment directly to a customers' site. All our in-house designed industrial mixers, tubes and heat exchanges come also with clear labels and instructions. Once installation is complete, equipment is commissioned with our assistance to assist with any future maintenance, cleaning services or technical issues. Customer satisfaction is our number one priority.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}